The Details Behind the Profiling Portion of the Forum 2018 Print Project
 This is the fifth installment in a series of articles chronicling the wide web, flexible packaging pouch job at the center of the Forum 2018 FIRST in Motion session. Other articles in the series include:
This is the fifth installment in a series of articles chronicling the wide web, flexible packaging pouch job at the center of the Forum 2018 FIRST in Motion session. Other articles in the series include:
- FIRST in Motion: Objectives by FTA Hall of Fame Member Mark R. Mazur and Dr. Malcolm Keif, California Polytechnic State University
- FIRST in Motion: Scope, Timelines & Schedule by Bob Coomes, Plastic Packaging Technologies LLC
- FIRST in Motion: Technology & Methods by Mark Samworth, Esko
- FIRST in Motion: Ink & Press by Sean Teufler, Harper Corporation of America
- FIRST in Motion: ISO Standards by Steve Smiley, SmileyColor & Associates LLC
- FIRST in Motion: Final Results by Mark Samworth, Esko
FTA members can watch the video presentations from Forum 2018 by visiting MemberConnect.

All photos courtesy of All Printing Resources Inc (APR)-Team Flexo
In the ongoing series of articles on every portion of the Forum 2018 “FIRST in Motion” print project, I get to review the characterization or profiling portion of the project. I want to thank FTA, Mark Mazur and Malcolm Keif for allowing me to be part of this group/project.
I have been lucky to be involved with two other FTA print projects—the 2014 FLEXO Magazine Cover Project and the 2015 FLEXO Magazine Cover Project, printed at the Sonoco Institute for Packaging Design and Graphics and the Technical Innovation Center at All Printing Resources Inc (APR), respectively. However, as mentioned in this series’ previous articles, this project was quite different than those, as it was printed on a wide web press and on a film substrate, and was printed at a customer—Plastic Packaging Technologies LLC (PPT)—during normal production hours.
Since we were part of PPT’s normal production, we didn’t have the same luxury as we did at Clemson or APR, to discuss/evaluate things or make changes, so this project was truly a “real life” representation of using Flexographic Image Reproduction Specifications & Tolerances (FIRST).
Step by Step
My portion of the project and, ironically, those other projects, was to monitor/assist with step four of the FIRST methodology—characterization, also known as profiling.
- Optimize
- Fingerprint (curves pressrun)
- Process control
- Characterize (profile pressrun)
- Process improvement
It was decided in the planning stages that our aim point for this project was the ISO 15339 CRPC-6 (Characterized Reference Print Condition 6) standard. This presented the question, “Why do we need to aim at a standard?” During the presentation at Forum 2018, I made the correlation that we need to aim at a standard for the same reason Starbucks or McDonald’s aims at a standard—consistency. No matter where you go, an iced caramel macchiato or a Big Mac always looks and tastes the same because it is made to a standard. If we start using this same concept within the print industry, printed pieces from different converters or print processes will have the same visual appearance.
During the fingerprint, we took our initial attempt at matching CRPC-6. After analysis by the team, we realized we had not hit CRPC-6. We all used different color measurement hardware and software tools to evaluate the fingerprint results, but came to the same conclusion that the black and magenta were not within the CRPC-6 standard, and the orange was not at the hue angle or chroma we were targeting. It is critical to note that we did not use solid ink density (SID) as our measurement metric; we used Delta E (00), also known as dE00. For years and years, our industry has used SID as the press-side measurement metric, but this was because we only had densitometers. Now that spectrophotometers are readily available, a more accurate and predictable press-side measurement metric is dE00 because it calculates the difference between two colors rather than just the lightness/darkness, which is all SID calculates.
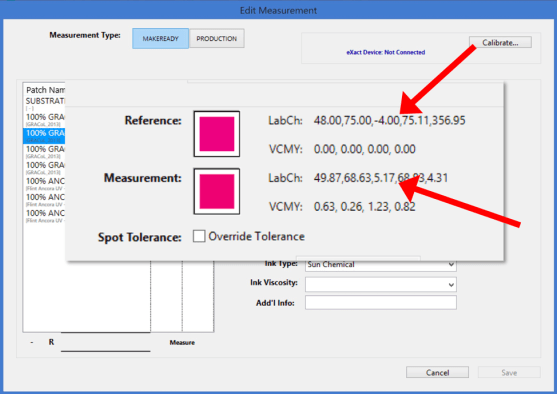
The pressroom software we used showed us we could not achieve an acceptable color match (dE00 of 4.50) by only changing ink density; we would need to make ink formulation changes to match CRPC-6 magenta. The software showed us PPT’s magenta was warmer than the CRPC-6 magenta. This was acknowledged by the + b* value of 5.17 versus the – 4.00 b* value of the standard.

Reformulate or Adjust?
Now we had a decision to make: Do we reformulate the ink to make the adjustments needed to match CRPC-6 or do we run with what we have?
Since we were running this project at PPT as a production job, we decided to try and make whatever press-side adjustment we could during the characterization press makeready and then we would use these colors as our new aim point. We made this decision because we were aiming at CRPC-6, not being asked to match CRPC-6. The CYMK ink set we were using was the same ink set PPT normally uses, so I asked the critical question to Bob Coomes from PPT: “Have your customers been paying the invoices for your services?” He looked at me quizzically and said, “Yes,” and I said, “Perfect! Then this is the CYMK ink set we are using.” In my more than 30 years of being involved with press approvals, I have come to the conclusion that the best color aim point or Delta E tolerance to run to is the one the customer will accept and pay for!

We made a few press-side adjustments and got as close as we could to CRPC-6, and then ran the characterization run, knowing the magenta and orange did not match our standard aim point.
It should be noted that the black ink also did not match our aim point, but we did not put that much emphasis on black since it is, well… black. In a summary discussion and during the Q&A at Forum 2018, we did make the point that with the increased use of GCR specifically in 7-color expanded gamut (EG), a good research project would be to determine if the color of black (bluish black or reddish black) would have an effect on 7-color EG prints. Hopefully, some college student just got an idea…
Measure, Check & Verify
We measured the final characterization CMYKOGV colors into the pressroom software so we had new reference colors to match during the production run. It is always critical to match the characterization pressrun, since this is the data used to create the ICC profiles. However, when printing 7-color EG, it is imperative to match the characterization pressrun, as this is the basis for all of the spot color conversions. When printing 7-color EG, color is created in prepress (based on the 7-color profile) not press side, which is a big paradigm shift.
(Note: we were able to make a few press-side adjustments and get the magenta a little warmer—to +2.32 b*—than during the fingerprint run.)
The characterization press outputs were measured by The ALC Group and the 4-color and 7-color profiles were calculated. These profiles we used to convert the images and spot colors into tint values. On the 4-color pouches, we did run two spot colors, called FIM Red and FIM Blue. These colors were sent to us by Steve in CxF format and imported into the pressroom software. They were measured and monitored by the software in the same manner as the CMYKOGV colors.
I was press side for both the characterization and final pressrun at PPT. During the initial pulls on the final run, we used the pressroom software to make sure the press was in the same “color” condition as the characterization. During the first few pulls, The ALC Group and the press operator wanted to pull out the proofs and check color. I explained we are not pulling out proofs until we have achieved an acceptable dE00 to the characterization pressrun since we are “running to the numbers.”
Once we achieved this condition, we pulled out the inkjet proofs to check and verify content. Since we had run “to the numbers,” the resulting color match from press to proof was amazing. To be honest, I think the outstanding color match to the proof shocked The ALC Group and the press operator, as this was not the normal way they achieved color.

Summary
The characterization step of FIRST methodology should be treated like a print job for your best customer. The data collected from the characterization will be the building blocks for every prepress job to be run on the press. However, this data is just a snapshot of a specific pressrun. The more data and averaging you can provide, the better the profile will represent your print conditions. Characterization should be the cornerstone of your continuous process improvement.
We are regularly asked how often to run a characterization. To be honest, I am not sure there is a correct answer. However, I know it should be more than once a year! You can use hardware and software to constantly monitor where your colors are at and how close they match your standard. If you do not have a color standard (not SID numbers), create one! If you are not sure where to begin, work with your supplier partners to establish a color standard so you can begin to measure and monitor your new standard.
- Edwards Deming, the father of continuous quality improvement, stated: “In God we trust, all others must bring data.” The “FIRST in Motion” project used the latest prepress software, plate and screening technologies, along with color hardware and software press side. We didn’t run to “shop SID standards,” as those days are gone. Who cares if your magenta is 1.25; what is the dE00 match to your standard? For the flexo market to be successful moving forward, we need to break the old mindset of “We’ve never done it like that before” or “We tried that, but it didn’t work here,” or my favorite, “That’s the way we have always done it.”
The “FIRST in Motion” project proved that if you follow FIRST methodology, use all the tools that are available in the market, you can print dazzling, high-quality flexo products in both narrow web or wide web. Flexography can compete with any print process.
 About the Author: Richard Black has been involved with the printing and publishing industry for more than 30 years. Richard graduated California Polytechnic State University, San Luis Obispo with a Bachelor of Science degree in graphic communications.
About the Author: Richard Black has been involved with the printing and publishing industry for more than 30 years. Richard graduated California Polytechnic State University, San Luis Obispo with a Bachelor of Science degree in graphic communications.
Prior to joining All Printing Resources Inc (APR) and the flexo industry, Richard spent 17 years working for major manufacturers such as Fujifilmand GretagMacbeth. Richard joined APR in August 2006. He currently serves as VP business development, focusing on new business opportunities with strategic product lines and digital products in the narrow web market.
Richard’s involvement with industry associations includes the FIRST Committee as a member, speaking at both FTA’s Forum< and Fall Conference, co-chairing the 2010 Fall Conference as well as speaking, and as a session co-chair at the TLMI Technical Conference.
You must be logged in to post a comment.